值得信赖的无缝钢管公司
淄博桓台天祥钢管有限公司还按时对员工进行技术培训,组织大家参加文化活动和旅游,我们对企业的文化假设取得了优异战果,公司的整体精神风貌得到了很大的提高,员工工资的积j i性高昂,理论接受能力不断提高,公司的整体水平实现了不同时期的大跨步前进,良好的企业风尚带动了公司的发展,赢得了 无缝钢管市场的高度评价,让我们笼罩在了许多荣誉的光环之下,是近年来国内规范化的 无缝钢管生产厂家之一。


超声波技术应用于冷拔钢管或其他金属塑性加工是20世纪70年代大功率超声波应用的新发展。1978年8月,上海市科委正式下达科研任务,由上海钢管厂负责,中国科学院声学研究所和上海超声波仪器厂协作,进行超声波冷拔钢管试验。
超声波振动拔管的原理是将高频电谐振通过换能器转换成机械振动,并将振动能量传播到变形区中,从而改变金属变形的性质和应力状态。
在超声波振动拔管中,换能器的设计是一个核心问题。只有正确设计换能器,才能能地将高频电谐振变为有效的机械振动。
我国20世纪80年代在自己试制的超声冷拔钢管装置上,对多种材料进行了拉拔试验。试验表明,超声冷拔钢管可以降低拉拔力15%~20%;可以提高延伸系数,减少拔制道次;可减少中间热处理,进行多道次连拔;提高了钢管内外表面的光洁度和加工精度;能够拉制常规方法不能拉制的特种金属



对于承受流体压力的钢管都要进行液压试验来检验其耐压能力和质量,在规定的压力下不发生泄漏、浸湿或膨胀为合格,有些钢管还要根据标准或需方要求进行卷边试验、扩口试验、压扁试验等。
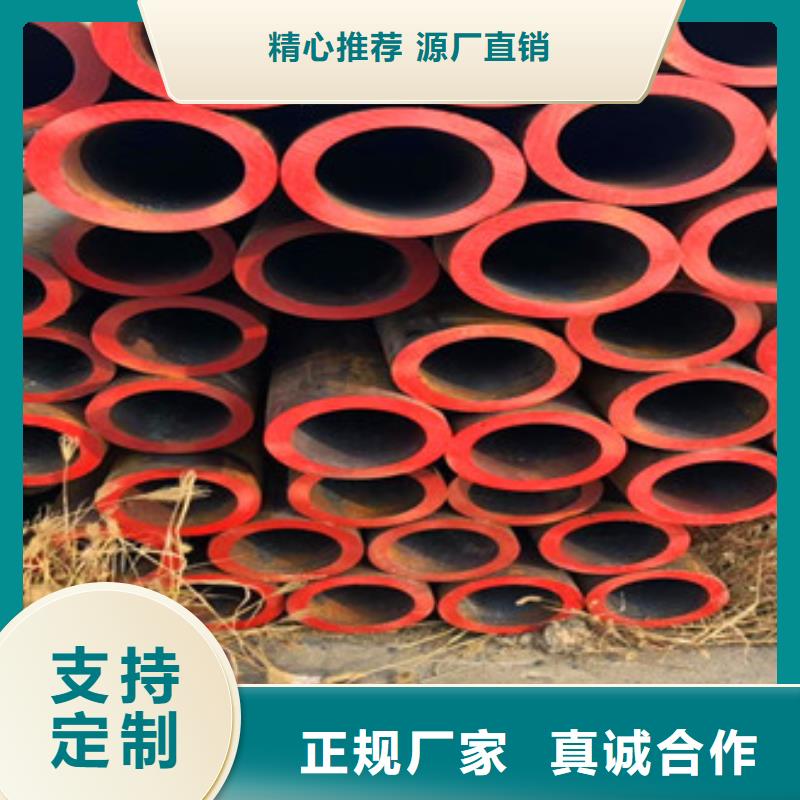
无缝钢管:无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。无缝钢管分热轧和冷轧(拨)无缝钢管两类。
热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。
冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。
热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热以热处理状态交货。



内直筋钢管是指钢管的内表面沿圆周带有均布的直筋,这种钢管主要用于制作散热器,如大型变压器的散热器。用带有直筋的钢管制作的散热器具有散热能力强、重量轻,加工制作工时少等优点。其生产主要采用冷拔法,用固定模冷拔,也可用辊式模冷拔。金属在内外模和拔制力作用下,凸筋进入减壁段后立即被充填到一定高度。由于不均变形而产生的附加拉缩变形,可使凸筋高度保持稳定。内螺旋凸筋管是指钢管内表面带有螺旋凸筋,这种异型管传热效率高,使用可靠,被广泛用于高压锅炉的水冷壁。内螺旋凸筋管的成型方法有机加工成型法、焊接+机加工成型法和冷拔成型法。相比之下,冷拔成型法的生产效率高,成本低,经济效益好,是目前生产内螺旋凸筋管的一种主要方法。冷拔成型法是在冷拔过程中使芯头作螺旋运动,从而在圆管内表面形成内螺旋凸筋。其外模为固定式,内模采用短芯头。
我国在20世纪90年代初展开了对内凸筋管方面的研究与试生产。东北工学院在这两种形式的内凸筋管的理论分析、工具制作、试验研究上已取得如下一系列成果。
冷拔内直筋散热器钢管的难点,是在拔制过程中凸筋高度充填的同时伴随着凸筋被拉缩。他们通过试验,分析了筋底壁厚压下率(ε%)、壁径比(δ0/D0)、齿高比(k)及摩擦条件诸因素对凸筋高度充填和凸筋拉缩的影响及它们之间的关系。从工模具设计角度,侧重探讨模具形状对内直筋管冷拔成型的影响。在模具设计的基础上提出了模具的形状参数,根据实验结果,确定了合理的形状参数值,从而为模具设计提供了重要依据。他们先后对固定模拔制内直筋管和辊模拔制内凸筋管,用工程推导法推导出了冷拔内直筋管拔制力计算方法的理论公式,并进行了实验验证。固定拉模的理论计算值与实测值的相对误差小于15%。辊模拔制内直筋管拔制力的计算值约为固定模所需拔制力实测值的1/3,约为固定模计算值的2/5,这有利于得到凸筋更高的内直筋管。
冷拔内螺旋凸筋管的生产难点是在拔制过程中内螺旋凸筋拉缩。通过实验,分析工艺因素(筋底壁厚压下率、壁径比、壁厚不均度和齿高比)对凸筋拉缩的影响,得出了凸筋拉缩的理论计算式,用该计算式可较准确地选择拔制管料。
在设计冷拔内螺旋凸筋管的模具时,需慎重考虑芯头的螺旋升角,如果选择过大,会导致芯头停止旋转,即芯头旋转自锁现象。利用螺旋副模型推导出了内螺旋凸筋管成形时螺旋升角的临界值为39°~55°,此值与实验结果相吻合。芯头凸筋轴向侧壁角越小,越有利于螺旋凸筋的成形,同时螺旋升角的临界值随摩擦因数的变化而变化,摩擦因数越小也越有利于螺旋凸筋的成形,因此,在内螺旋凸筋管的拔制过程中须保持良好的润滑条件。此结论为内螺旋凸筋管的模具设计提供了重要依据。
通过分析冷拔内螺旋凸筋管内芯头的形式,得出了适合批量生产的内芯头形式是圆柱形螺旋直线内芯头。实验表明,用圆柱形螺旋直线内芯头可生产出符合设计要求的内螺旋凸筋管,并且内芯头的制造成本低,使用寿命长。


产品
- 钢板厂家/欢迎致电 2025-12-29
- 景区护栏-2025厂家热销产品 2025-12-29
- 买不锈钢复合管必看-来电咨询 2025-12-29
- 焊管精选厂商 2025-12-29
- 喷码机货源直供 2025-12-29
- H型钢制造 2025-12-29
- 压花铝订购 2025-12-29
- 卧式搅拌机现货直供价格优 2025-12-29
- 候车厅-候车厅现货 2025-12-29
- 合金12Cr1MovG安装价格 2025-12-29
- 生产不锈钢复合管护栏的公司 2025-12-29
- 无缝管研发厂家 2025-12-29
- #复合管#-质优价廉 2025-12-29
- 发货速度快的无缝管公司 2025-12-29
- PE双壁波纹管制造工厂 2025-12-29
联系方式
