绗磨管商家
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 类型 | 绗磨管 |
| 材质 | 钢管 |
| 可定制 | 是 |
| 品牌 | 九冶 |
| 范围 | 绗磨管商家供应范围覆盖山西省、太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市 小店区、迎泽区、杏花岭区、尖草坪区、万柏林区、晋源区、清徐县、阳曲县、娄烦县、古交市等区域。 |

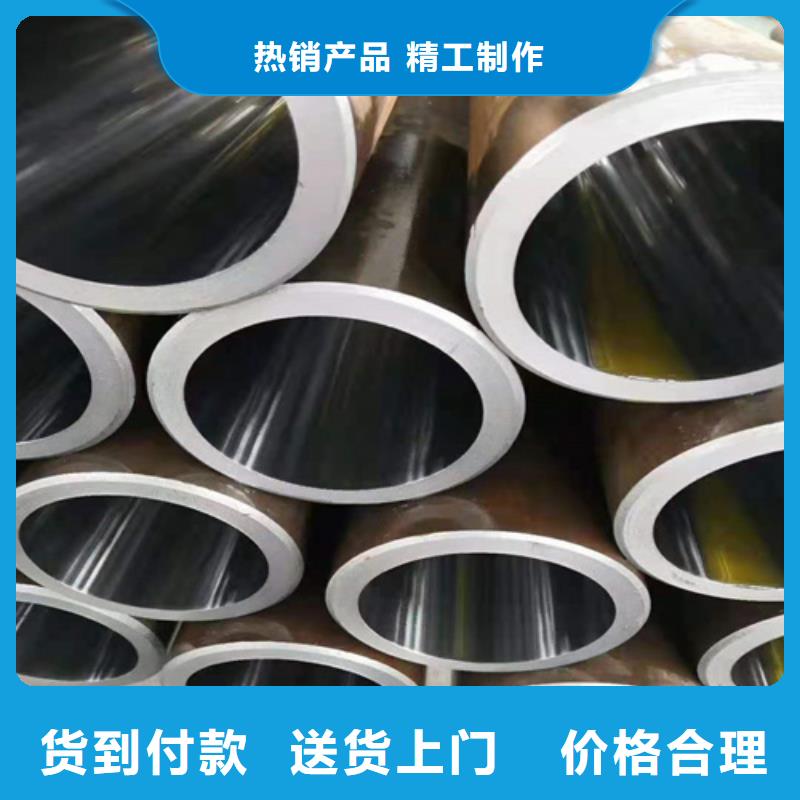
大口径绗磨管镗内径可以保证精度因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 大口径绗磨管无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,绗磨管滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。 大口径绗磨管其实就是(珩磨管、绗磨管、航磨管、衍磨管、研磨管、油缸管、油缸钢管)其实各地区叫法名称不一样
大口径绗磨管一般采用珩磨机,机床主轴与珩磨头一般是浮动联接;但为了提高纠正工件几何形状的能力,也可以用刚性联接。航模管主要用于加工孔径为5~500毫米或更大的各种圆柱孔,如缸筒、阀孔、连杆孔和箱体孔等,孔深与孔径之比可达10。油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度


加工精度高,特别是一些中小型的光通孔,其圆柱度可达 0.001mm以内。一些壁厚不均匀的零件,其圆度能达 0.002mm。对于大孔,圆度也可达 0.005mm,珩磨比磨削加工精度高。珩磨管加工设备之珩磨机的功能和注意事项珩磨机主要用在汽车、拖拉机、液压件、轴承、航空等制造业中珩磨工件的孔,是一种利用珩磨头珩磨工件精加工表面的磨床,我们经常提到的珩磨管就是它的主要加工产品之一。从结构上看珩磨机可以分为卧式和立式两种,卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。其水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。



在珩磨管工作的时候,会有一个砂条。砂条上会放上很多磨粒,如果给这些磨粒够多的压力,那么珩磨管就会以相应的速度,然后对工件的表面进行摩擦。这样的挤压和挂侧就可以细细的减少工件的表面粗糙程度。
还有就是在砂条运转和上下运动的时候,那些磨粒会在表面形成相应运动轨迹。珩磨管的切速是比较低的,这样就能够大大增加珩磨的效率。除掉珩磨管麻点的解决方法除掉珩磨管麻点的解决方法。
1、换辊时,先检查轧辊,不使用严重锈蚀的轧辊,及时替换磨损的轧辊或孔型。
2、改进轧辊材质,保持轧槽冷却良好,采用工艺润滑剂以提强化轧槽抗磨性能。
3、控制坯料加热操作,使炉内保持正压并减少氧化性气体。对某些易氧化且氧化铁皮不易脱落的合金钢,应在钢坯表面加盖铁皮,保护加热。
4、在粗轧机前用高压水、压缩空气或铁刷子除掉表面的氧化铁皮。


45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要


山西太原九冶管业有限公司在取得良好经济效益回报社会、股东的同时,发扬企业表率作用,承担更多的社会责任,为山西太原--绗磨管行业做出更大贡献。


产品


- #开平板#厂家 2025-12-27
- 无缝管现货充足 2025-12-27
- 合金管-实力大厂 2025-12-27
- 聚氨酯保温管批发价格 2025-12-27
- 定做无缝钢管的批发商 2025-12-27
- 生产景区护栏厂家-可定制 2025-12-27
- 钢管价格行情走势 2025-12-27
- 泥浆泵常规货源充足 2025-12-27
- 不锈钢复合管护栏企业-价格合理 2025-12-27
- 政管道清洗、下水道清淤、抽粪吸污厂家品质可靠 2025-12-27
- 桥梁护栏货源足 2025-12-27
- 规格全的PVC给水管本地厂家 2025-12-27
- 济薯工作原理 2025-12-27
- 河道栏杆便宜批发 2025-12-27
- 广受好评不锈钢复合管厂家 2025-12-27
联系方式
