公司新闻
绗磨管、绗磨管供应商
更新时间: 2025-12-30 05:22:15 ip归属地:丽水,天气:晴转多云,温度:4-19 浏览:1次
以下是:丽水市庆元县绗磨管、绗磨管供应商的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 类型 | 绗磨管 |
| 材质 | 钢管 |
| 可定制 | 是 |
| 品牌 | 九冶 |
| 范围 | 绗磨管、绗磨管供应范围覆盖浙江省、丽水市、庆元县、莲都区、青田县、缙云县、遂昌县、松阳县、云和县、龙泉市等区域。 |
【九冶】为客户提供多样化产品,包括松阳绗磨管不只是质量好、莲都绗磨管做工精细、遂昌绗磨管甄选好物等,适配多元场景需求。绗磨管、绗磨管供应商,九冶管业(丽水市庆元县分公司)为您提供绗磨管、绗磨管供应商产品案例,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。 浙江省,丽水市,庆元县 庆元县,浙江省丽水市辖县,位于浙江省西南部,北与龙泉市、景宁畲族自治县接壤;东西、南面与福建省寿宁县、松溪县、政和县交界,属浙西南中山区,有溪谷、盆地、丘陵等多种地貌;为属亚热带季风区;截至2022年,庆元县辖3个街道、6个镇、10个乡,总面积1898平方千米,户籍人口19.98万人。
为了给您提供更的绗磨管、绗磨管供应商产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:丽水庆元绗磨管、绗磨管供应商的图文介绍
丽水庆元九冶管业有限公司长期生产销售 绗磨管等多种型号产品,丽水庆元九冶管业有限公司一直坚持“诚信合作,共同发展”的经营理念,始终保持无缝钢管价格合理,欢迎您的来电,我们将竭尽全力为您服务!



油缸珩磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果薄壁气缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁气缸管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办
绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



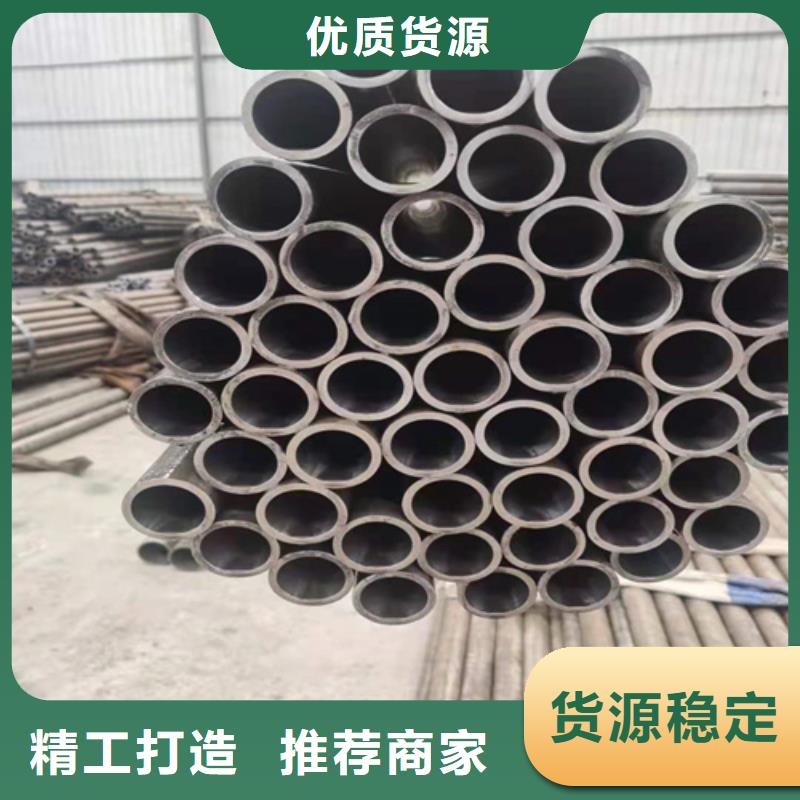
绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于高精密绗磨管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr绗磨管几大优点
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
小口径珩磨管尺寸偏差的计算方法
1.小口径珩磨管检查台作用
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
小口径珩磨管尺寸偏差的计算方法
1.小口径珩磨管检查台作用


精密绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr精密绗磨管的应用对节约钢材,提高加工工效,减少加工工序或设备投资有重要意义,可以节约 费用和加工工时,提高生产量和材料利用率,同时有利于提高产品质量,降低成本,对提高经济效益有重要意义。选用滚压油缸管的注意事项
1、滚压油缸管压力选择是否正确,对滚压后表面粗糙度、尺寸、精度都有影响。一般情况下,滚压油缸管力增加,表面粗糙度提高。但是滚压力增加到一定程度,表面粗糙度不再提高。如继续增加,滚压表面开始恶化,甚至出现裂纹。
2、提高工件表面粗糙度,采用滚压加工效果好。在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被滚压光,这只有增加过盈量再次滚压。如果孔的椭圆度和锥度过大,滚压后上述缺陷仍然存在,同时粗糙度大。因此,预加工表面好小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。
1、滚压油缸管压力选择是否正确,对滚压后表面粗糙度、尺寸、精度都有影响。一般情况下,滚压油缸管力增加,表面粗糙度提高。但是滚压力增加到一定程度,表面粗糙度不再提高。如继续增加,滚压表面开始恶化,甚至出现裂纹。
2、提高工件表面粗糙度,采用滚压加工效果好。在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被滚压光,这只有增加过盈量再次滚压。如果孔的椭圆度和锥度过大,滚压后上述缺陷仍然存在,同时粗糙度大。因此,预加工表面好小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。



在丽水市庆元县采购绗磨管、绗磨管供应商请认准九冶管业(丽水市庆元县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【0527-88266888】)。
其他新闻
- 钢板行业经验丰富 2025-12-30
- 胡萝卜粉品牌-报价 2025-12-30
- 滚筒线诚信商家 2025-12-30
- 钢板在哪里买 2025-12-30
- 异型管、异型管生产厂家-找福仕达金属材料有限公司 2025-12-30
- 重信誉精密无缝钢管厂家直销 2025-12-30
- 候车厅近行情 2025-12-30
- 无缝钢管、无缝钢管生产厂家 2025-12-30
- 保温钢管货到付款厂家 2025-12-30
- 灵芝粉-超低价格 2025-12-30
- 玻璃棉-可送货上门 2025-12-30
- 常年供应天桥不锈钢护栏杆-口碑好 2025-12-30
- 支持定制的防撞护栏公司 2025-12-30
- 厚壁无缝钢管定制费用 2025-12-30
- 有现货的防腐钢管品牌厂家 2025-12-30